|
History of the Mortimer family |
|||
* |
The Mortimer Family, 1860-1900John Forrester Mortimer had taken a share in the running of Mortimer's Cleaning and Dyeing works at least as early as 1853, when he was twenty-six. From the beginning he had grand ideas for the firm: a bill of that year shows has a printed letterhead which includes in one corner the coat of arms of the Worshipful Company of Dyers above his name in florid script. John Forrester did not actually belong to this London guild, and had no right to use the arms. Perhaps someone told him off - for he seems never to have used them again. 
Under John Forrester the firm extended its operations massively. In 1863 he signed a new lease with the Mayor, Aldermen and Burgesses of Plymouth for the tenancy of the 'tucking or fulling mill, millhouse, outbuildings, offices and residence in Mill Street, together with the right of using the water from the stream there for powering the mill, for a year at an annual rent of Ł120, payable quarterly'. This was the old premises occupied by his father and mother, to which his mother had added the house in Cobourg Street, and it remained the central works of the company. But whereas his mother had had in addition only the one other shop at Devonport Dock in 1850, JFM made use of the new railway to extend his services throughout the south of England. By 1878 he had opened a branch at 336 Essex Road, Islington, London, taking over the business of one Alfred Pearse and employing him as an agent. By 1883, he had opened further branches in Brighton, Bristol, London (Harrow Road and Brook Street as well as Essex Road), Oxford and Salisbury.1 By 1897, there were four branches in Devon alone: in Queen Street Exeter, Old Town Street and Cobourg Street, Plymouth, and Torwood Street, Torquay. In addition there was a North Devon agent, William Henry Rowe, based in Appledore.2 John Forrester Mortimer was not the only dyer and cleaner taking advantage of the opportunities offered by the railways. The London Cleaning & Dyeing Co Ltd had an agent based at Torrington, and Pullar's had an agent based in Totnes. In addition there were another four Plymouth-based dyers and cleaners: Burt & Son at Devonport & Stonehouse; Frost's, Holloway's, and Millbay Laundry. While there might have been only about a dozen Devon-based dyers in all, the competition was changing. Millbay Laundry in particular was expanding rapidly. By 1897 they had branches at East Stonehouse, Torquay and Plymouth. For the time being, however, John Forrester Mortimer was the regional leader in the trade. To attain and keep this position JFM needed to advertise. In newspapers such as the Western Morning News and publications such as Doidge's West of England Illustrated Annual he placed advertisements, often printed from the copper plates he had had engraved, one of which appears showing the firm in 1888 (see previous section). More temporary advertisements extolled new methods adopted at the works. For example, in 1879 the following appeared in Doidge's annual: J. F. M. begs to inform his customers and the public generally, that the new Tension System of Dyeing, and the new Chemical Process of Dry Cleaning (System Parisien) are now being adopted at his works. The best description we have of the company under John Forrester Mortimer is one published in the British Journal of Commerce Illustrated on 30 June 1888. This contains a page devoted to Mortimer's Dyeing and Cleaning Works. It is worth repeating in full. Apart from the beauties of Nature, colours are of primary necessity in the arts, and of almost equal importance in manufactures, and they enter so largely into the pleasures we derive through the eye as to be almost in conjunction with form the very source of such pleasure. Once again, setting Nature aside for the moment, how many admire a striking colour or the exquisite blending of tones and tints in some of the garments now worn, yet how few of us pause for one instant to reflect upon the history of the colours, and give the credit which is due to the worker in the dyer's art. We were led into some such reflection by a recent visit to one of our leading dyeing works, during which we became much interested in those various processes through which the goods pass, which robbed them of their initial dullness and clothed them in ultimate beauty. The above firm was founded by the grandfather of the senior partner, Mr J.F.Mortimer, the subject of our portrait. [n.b. the supplement to the journal carried a portrait of JFM] It was carried on in 1773 in a comparatively small way, a dozen hands sufficed for the entire concern, which, however, grew steadily until at the present moment over 150 hands are always employed, although machinery is employed as well in every nook and corner. 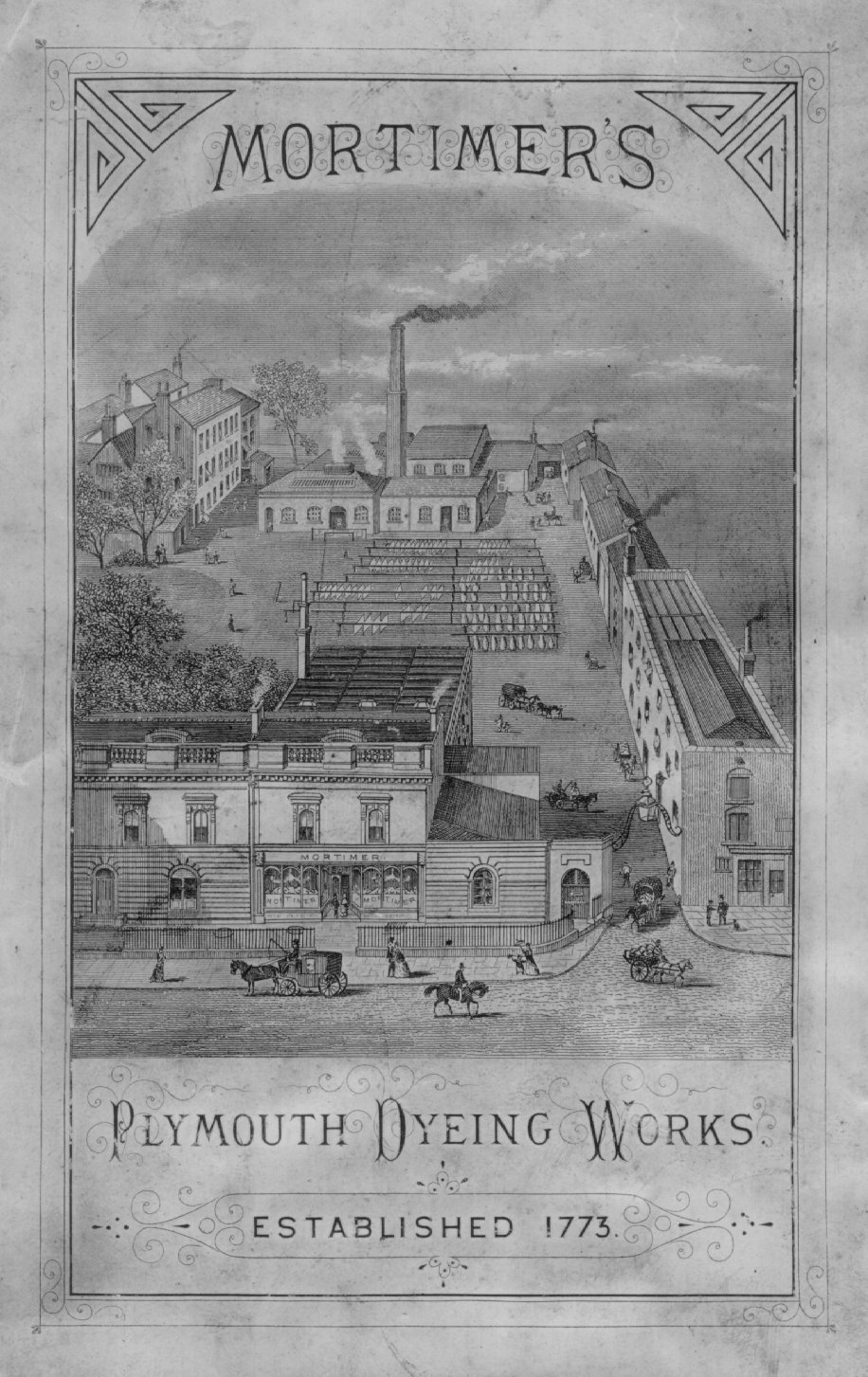
The premises extend over an acre of ground, and have nearly five acres of floorage, and some idea of the quantity of work turned out may be formed by the fact that of white window curtains alone as many as 1,000 pairs pass through the works in a single week. Goods are sent to the works from all parts of the world and the firm employ many hundred agents. Messrs. Mortimer are, besides, Government contractors, and have at the present moment the contract for washing the navy and marine bedding , and for cleaning and re-making the hair beds used by the boys on board H.M. training ships, for which they have erected special plant. The first department we were taken to was the dyeing-house, which contains over thirty large vats. These are principally of wood, but where acids are used, the vessels are of copper. The water is boiled by a steam pipe running into the vat. Here also is a machine for extracting the dye from logwood, etc. After the goods have remained in the vats long enough they are placed in one of the numerous drying-rooms. Dyed stuffs must be dried quickly or the colours will "run," therefore a very high temperature is required, and this is produced by large coke stoves. After being made quite dry the goods are taken to the finishing-rooms. This is a very important department, for, as most of us know that when a piece of silk or velvet has been dipped in water, the gloss is lost, therefore to make the article like new it is necessary to get the facing back again. This is done by placing the article on a frame, on each side of which is a row of fine steel pins. The piece of silk is thus stretched very tightly upon the frame, and then runs into its place in a box, which is heated by steam pipes, and by this process a fine gloss is obtained and all "puckering" prevented. Velvet is a very difficult article to deal with, a room being specially set apart for this class of goods. The fabric is put on a frame as before described, and heat is applied to the under-surface by means of steam and gas stoves, travelling on tramways which is essential for raising the pile, as when new. The method of cleaning must now be described. The firm make a special point of what is known to the general public as the chemical cleaning process, and in order to carry this out in the most effective manner a separate building has been erected, and is fitted with the latest machinery. By this means the most delicate and costly fabrics may be trusted in the hands of Messrs. Mortimer to be most effectually cleaned, without injury to the material. The method of cleaning by water is largely employed, especially in the case of lace and muslin curtains, fine silks, linen of every description, and various classes of fast-colour goods. Both handwork and every kind of machinery is used. The goods are placed in a somewhat interesting apparatus, which may be described as a zinc cylinder, with two compartments, the inner one being perforated and revolving in a mixture of soap and water. Inside the revolving drum there is a ledge which turns the clothes over and over as the drum goes round, so that the entire article is thoroughly cleaned. They are then dried, if possible in the sun, or in one of the heated rooms already described. Even upholstered furniture is cleaned by this enterprising firm. The furniture can be sent to them complete, and the chairs, sofas, etc., will be returned almost as good as new. We do not think that this is generally known, and our readers will do well before buying a new drawing room suite, to let Messrs. Mortimer try what they can with their "old suite." In the damask-room the goods, after dyeing, are pressed between hot plates by a hydraulic machine, powerful enough to put on a weight of 200 tons. Garments that have been cleaned or dyed whole are all pressed by hand, and steam bolts are used for finishing the sleeves and small parts of the dress or coat, etc. In this particular department a number of hands are constantly employed. White lace window curtains are cleaned by a special machine, and, after being specially dried, are placed on a frame so arranged as to be able to take any sized curtain, and then placed in a similar box as the silk, etc. The frames and appliances used for these goods are the firm's own invention. Chintzes, druggetings, crumb-cloths, etc., are glazed by means of both hand and steam appliances. The workman rubs the fabric lightly with beeswax, and then places it on a concave wooden bench, over which is suspended, from a spring-board, a swinging arm-tool fitted at the end with a polished flint. By the means of a treadle which acts on the spring-board he brings the tool down upon he surface of the material , which, with a quick motion, rapidly produces the required glaze. An expert workman will glaze a large quantity of stuff with the hand-machine in a very short time, but it is needless to say that the steam tool is more rapid. The principal portion of the machinery is worked by a fine engine of forty horse-power nominal, supplied by Messrs. Willoughby Bros., of Plymouth, six years ago, and it does them great credit. We consider the system of tracing the goods right through the works is perfect, and with the enormous quantity of articles continually passing through their hands, this is most important, and it is to the careful attention paid to every small detail of their business that Messrs. Mortimer chiefly attribute their success. With such perfect organization and enterprise even greater things may be expected of this firm, who, even now rank with the largest in their particular class of business, and are patronized by the leading aristocracy, which speaks well for the excellency of their workmanship. The present patners are John F. Mortimer and his son Mr J. Frank Mortimer, and valuable assistance is given by another son, Mr Forrester Mortimer, who until recently was manager of the London branches, the chief office of which being at 488, Harrow-road, W., and the West-end branch at 36, Brook-street, Grosvenor-square. The article above shows how much dyeing had changed from the days of William Mortimer's few coppers and drying lofts etc. Perhaps the most striking aspect of this change, apart from the advent of machinery, was the hundred and fifty employees under JFM's orders in 1888. These required management, and the most important aspect of management was and is encouragement. Interestingly the following speech, given by JFM at the company's Annual Festival for the year 1877, hints that Mortimer's was offering sick-pay many years ahead of its general introduction: I thank you very sincerely for the manner in which you have received the toast, and responded to it, and I trust that you all and I may long live to see the wish gratified. Continued prosperity to the West of England Dyeing Works. There cannot be much doubt that this is the wish of all of us. Old and Young. Of the old because of their age, and with many of them, the great length of time that they have been here - for perhaps it will be interesting to you to know that there is amongst us one who has been connected with the place for 60 years, Two nearly 50 years, another 46 years and another 38 years - And then I maintain that it must be the wish of the young, because of their coming and associating themselves with us, and for their encouragement as well as for the older hands, I would say that it is always my wish and endeavour to push forward any who show by their actions that they have a desire to promote the general welfare. My excellent helper Mr Hardy knows this and always has his eye open in going round. It is gratifying to me to be able to say that notwithstanding a vigorous opposition from the largest firm in the trade in Scotland we have done as well as ever in all our branches, whilst we have opened many new ones with very great success. Indeed we never had so many hands employed as we have had during the last fall. I might mention curtains, feathers and gloves in particular There are many other departments which we have gone into lately, that have never been attempted before in this part of the country. I look upon these successes as being greatly owing to my good foreman and leading hands, who have shewn such energy and ability. There are just two other things I would like to mention before I finish - The first is that I have just got out as some of you know a new list and scale of sick pay - you all know that if any are absent through illness, they are not at once thrown "overboard" or on their "beam ends" but for some considerable time receive half pay according to length of service. I trust you will all agree that this new scale which I have issued is fair and just. Lastly I would remind you that my old hands are never turned away when unfit for work but that there have been some, that there will be others and doubtless will be more still who when they could work no more, have received, are receiving and will receive a pension sufficient to keep them from any trouble about their future. And now upon this first day of the New Year 1878 - I would wish you in the same old words yet none the less felt because they are old - a very Happy and prosperous New Year. A number of draft programmes for the company's New Year celebrations survive from the years between 1866 and 1883. Speeches and toasts are interleaved with the titles of popular songs, and the names of those who would be singing them, to music supplied by hired bands of musicians. Business success brought with it enhanced respectibility and, respectibility led to official recognition and public positions. In 1866 JFM was acting as a Special Constable for the Borough of Plymouth. Ten years later he was sitting on the School Board for Plymouth. Around the same time he was elected a Councillor of the Borough. In 1880 he received a printed letter from the Town Clerk desiring him to attend a special meeting of the Borough Council in order to authorize a poor rate of Ł10,300. It is easy to judge a man's professional life, especially when it is spent in business. Private lives are harder to judge, but JFM's seems to have been one which could be called successful, for we have evidence of a range of activities as well as a commitment to his family. A note has already been made of his early sexual indiscretion in getting one of the family maidservants pregnant, as a result of which she was given a one-way ticket to the USA. A longer relationship was officially sanctioned in 1852, when he married Lousia Burgoyne (1827-1905), the daughter of John Burgoyne, a one-time linen-draper from Kingsbridge, who had been for many years the publican of the Golden Lion in that town. They were married at the Church of the Holy Trinity, in South Street, Exeter. Family legend has it they went on their honeymoon to Paris to see the Great Exhibition there, and that is where they bought a French three-piece clock. Unfortunately for family legend, the Paris Industrial Exhibition was not held until 1855. Despite all slightly inaccurate stories, they seem to have been happy together, having a total of four surviving children: Louisa (1856-1954), John Frank (1857-1929), Forrester (1863-1927), and Kate (1859-1936), although they lost one daughter in 1863, Mary Mortimer, from measles and bronchitis at the age of two. The family, made comfortable by JFM's business acumen, moved into the Cobourg Street house soon after its completion. Cobourg Street soon became also the official business address, the old address, Mill Street, being given up in the 1860s. Here the family were joined by Louisa' nephew, Peter Bond Burgoyne, whose father had died in 1856, leaving him in their care. By 1873 Peter was established in Australia as the first importer of Australian wine to Great Britain. By 1897 John Forrester and his wife and daughters had moved to Leigham Street, Plymouth, his two sons having both left home and married by then. Some measure of the comfort in which the family was living at this time can be seen that, among the family papers, is a receipt for Ł55 cash, paid to Moon & Sons of Plymouth for a new piano in 1894. John Forrester's other passions were showing his prize-winning chickens and dogs. In 1862 he won first prize for a Black Cook Carrier at the Crystal Palace Poultry Show; and later his Bedlington Terrier, Ruby, was entered at a number of agricultural and animal shows, such as those at Newton Abbot and Tiverton in 1875 and 1876. Another passion was books. He was fond enough of the written word to have had at least two personal bookplates in the course of his reading life. His set of the Moore's works and the Illustrated London News are long since gone, sold by his grandson. Among the few titles which are still in the family are The Naturalist's Library Vol 1: Mammalia (1833) with impressed print: "John F Mortimer, Dyer etc, Coburg St, Plymouth" and pasted bookplate: "Forrester Mortimer, Feb 9th 1848"; W H Bartlett, William Purser (illus) with John Carne, Syria, the Holy Land, Asia Minor etc, 3 vols (1836) with impressed print: "John F Mortimer, Dyer etc, Coburg St, Plymouth"; Frederica Rowan, History of Scotland (1851) with impressed print: "John F Mortimer, Dyer etc, Coburg St, Plymouth"; and T Dyche, A New General English Dictionary (late 18th cent) with pasted bookplate: "Forrester Mortimer, Feb 9th 1848" and inscription: "J F Mortimer". A possible reason for the Scottish history volume is the family legend, passed down through the family, that the Mortimers came from Scotland. Perhaps the best judge of a man, however, is what people say about him. We cannot say what men thought of any member of the family prior to this, but Catherine Mortimer, JFM's daughter-in-law spoke very well of him, and her sentiments if not her actual words have lasted. He was a kind man, by her report, and welcoming. JFM died on 4th November 1900 at home at 20 Leigham Street, Plymouth. The cause was attributed partly to diabetes, from which the old man suffered for upwards of fifteen years, gangrene in his left foot (which had lasted a year), and 'hemiplegia', which means paralysis of one side of the body, which struck him five days before his death. He was seventy-three. He left an estate worth Ł23,000. 
His widow, Louisa, survived him by five years. Extraordinary though it seems, there is little more one can add to this bald statement. It is much the same for his sister, Rose Bramble Mortimer (1825-1892). Louisa we have a couple of likenesses of, and we know much of her family and ancestry, but otherwise the personality of the woman who mothered four surviving children, and supported her husband in all his doings has left no trace. Rose Bramble has left even less. We have no pictures of her, and even the titles of the books she owned have been lost along with virtually all the family possessions in the house clearance in 1990. All we have is one story, and it is not even really about her. JFM rewrote the family bible, begun by his grandfather, in a new volume in the 1870s. The reason he did this was because his sister did not want anyone to find out how old she was, and ripped out the title page from the earlier volume. JFM was not happy with this, and redeemed the page in question. It is ironic that today, after the 1990 sale, the family bible which he copied out so carefully has gone, and the odd page has survived, and is now in my possession. Notes1. A/1/41a Letter (on Mortimer's Plymouth Dyeing Works headed notepaper) from Forrester Mortimer to Frank Mortimer (1883). Back
2. Kelly's Devon Directory (1897). Back
Last updated 18 May 2000
|
||